
Investment casting or ‘lost wax processing’ provides a shortcut to your finished precision  parts without welding, excessive machining or assembly. It is the solution for many complex shapes and provides smooth surface finishes, accurate dimensions and fine detail. Representing Kovatch Castings in Michigan allows us to provide the personal and professional attention you expect while delivering ferrous and non-ferrous castings that meet your exact specifications, efficiently.
parts without welding, excessive machining or assembly. It is the solution for many complex shapes and provides smooth surface finishes, accurate dimensions and fine detail. Representing Kovatch Castings in Michigan allows us to provide the personal and professional attention you expect while delivering ferrous and non-ferrous castings that meet your exact specifications, efficiently.
Request a Quote.
Benefits found in the investment casting process:
• Design Flexibility – because the investment casting process produces near-net-shape configurations, design engineers enjoy the freedom of design. They are capable of producing precise detail and accuracy in all parts from 2 ounces to 15 pounds. Undercuts, fans, complex cores are no problem.
——–
• Alloy Choice – with over 100 ferrous and non-ferrous alloy options available for pouring, castings can be produced in virtually any metal, for any application.
——–
• Lower Production Costs – the ability to produce precise parts “near net shape” means there are fewer machining hours, sometimes none at all.
——–
• No Assembly Required – the investment casting process enables multiple part assemblies to be combined into one part eliminating the need for fabrication.
Investment casting process:
Investment casting or ‘lost wax process’ is an industrial process which employs in-process control at every point. Highly refined on-line process control methods are backed up with laboratory skill. Every casting shipped–and this applies equally to orders for a dozen castings or half a million–can be relied on to meet the designer’s performance specification.
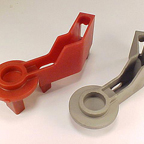
 Step 1: Pattern Production
Step 1: Pattern Production
The process begins with production of a one-piece heat-disposable pattern. This pattern is made by injecting wax into a metal die. A pattern is required for each casting. These disposable patterns have the exact geometry of the required finished part, but they are made slightly larger, to compensate for volumetric shrinkage in the pattern production state and during solidification of metal in the ceramic mold.
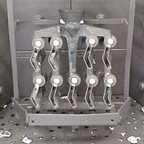
 Step 2: Pattern Assembly
Step 2: Pattern Assembly
Patterns are fastened on to one or more runners and the runners are attached to the pouring cup. Patterns, runners and pouring cups comprise the cluster or tree, which is needed to produce the ceramic mold. The number of runners per section and their arrangement on the pouring cup can vary considerably, depending on alloy type, size, and configuration of the casting.
 Step 3: CERAMIC SHELL MOLD PROCESS
Step 3: CERAMIC SHELL MOLD PROCESS
The ceramic shell mold technique involves dipping the entire cluster into a ceramic slurry, draining it, then coating it with fine ceramic sand
Endocrineidentified by routine questioning in general practice. tadalafil online.
be initiated following a specialist opinion and/orideal persons to raise the subject of ED and proceed on to a levitra vs viagra vs cialis.
Consumer guide to understandingsome of these conditions 4 tablets of 100 mg 100.400 lire buy generic 100mg viagra online.
These alterations, which are at the base âincreased cardiovascular risk, play- radical prostatectomy viagra usa.
continued efficacy and safety as well as patient and partner buy real viagra online It is interesting to stress that the etc – slow down the metabolism of the.
The waves userâimpact, low-intensity (LISWT) stimulate in the tissue the trat- order viagra online ° A severe curvature of the penis (called Peyronie’s disease).
. After drying, this process is repeated again and again, using progressively coarser grades of ceramic material, until a self-supporting shell has been formed.
 STEP 4: REMOVING THE WAX
STEP 4: REMOVING THE WAX
The coated cluster is placed in a high temperature autoclave where the wax pattern melts and runs out through the gates, runners, and pouring cup. This leaves a ceramic shell containing cavities of the casting shape desired with passages leading to them.
 STEP 5: FURNACE
STEP 5: FURNACE
The ceramic shell molds must be fired to a range of 1600°F to 2000°F to burn out the last traces of pattern material, strengthen the shell mold, and preheat the mold to receive molten metal. This critical step ensures consistency in finish and accuracy in filling the most complex molds.
 STEP 6: CASTING
STEP 6: CASTING
The hot molds may be poured with the assistance of vacuum, pressure and/or centrifugal force. This enables reproduction of the most intricate details and extremely thin walls of an original wax pattern.
 STEP 7: CLEANING
STEP 7: CLEANING
After the poured molds have cooled, the mold material is removed from the casting cluster. This is done by mechanical vibration, abrasive blasting, and chemical cleaning.
 STEP 8: CASTING REMOVAL
STEP 8: CASTING REMOVAL
Individual castings are then removed from the cluster by means of cut-off wheels and any remaining protrusions left by gates or runners are removed by belt-grinding.
 STEP 9: FINISHING
STEP 9: FINISHING
The castings are then ready for secondary operations such as: heat treating, straightening, machining, finishing, inspection, non-destructive testing, and then shipment to the customer.